Advances in optical techniques, electronics, and precision measurement instruments have revolutionized the equipment testing industry in recent years. Pulstec, a residual stress measurement device manufacturer, has been at the forefront of this innovation. Our portable μ-X360J, formerly known as μ-X360s, X-ray diffraction residual stress analyzer is the world’s lightest and fastest device of its kind.
Our device allows companies and research and development organizations to accurately measure residual stress and retained austenite without cutting or damaging the material.
In this article, we’re going to discuss the science behind our innovative product. We’ll also explore the reasons why it’s unlike any other residual stress measurement device on the market.
Table of Contents
Breaking Down the cosα (Cosine Alpha) Method

Pulstec is the first company in the world to commercialize cosα equipment for residual stress and retained austenite measurement.
Since sin2𝜓 technique was first introduced in 1925, most residual stress measurement devices relied on the sin2𝜓 approach. This method uses zero- to one-dimension detectors and multiple incident angle X-ray exposures to capture the diffracted scatter, then stress is calculated from peak-shift in multiple incident angles.
The cosα method, which was introduced in 1978, uses a two-dimensional detector to acquire the entire Debye-Scherrer ring from back scattering at a single incident angle. Then, stress is calculated using the relationship between crystal distortion to the Debye-Scherrer ring. This method has the advantage of not requiring strain-free diffraction angles of 2θ0 because stress is calculated from the slope of the cosα diagram. Another advantage is that there is no need to change the angle of incidence, which means there is no need for a goniometer to be embedded within the device.
When compared to sin2𝜓, the cosα method has proven to be a much more effective way of measuring residual stress.
In essence, the cosα method takes a single exposure of X-ray to determine the principal stresses and shear stresses of the test sample. With ferrous test samples, residual stress can be measured in as little as 60 seconds.
Additionally, due to the low X-ray output required with the cosα method, residual stress measurement devices can be air-cooled. There is no need for a bulky external chiller that adds to the cost and size.
The Significance of Using Two-Dimensional Sensors
Two-dimensional X-ray diffraction is a relatively new technique when it comes to measuring residual stress.
As we previously mentioned, in the past, residual stress measurement was most commonly performed with zero to one-dimensional detectors using the sin2𝜓 method. This approach required the X-ray diffraction measurement device to change the angle of X-ray source incidence and detectors in order to acquire crystal distortion data from a part of Debye-Scherrer ring. Conventional measurement methods didn’t utilize the full Debye-Scherrer ring.
With two-dimensional detectors, this is no longer the case. The full Debye-Scherrer ring can be acquired with just one X-ray exposure angle, without needing to tilt the measurement device around the test sample.
What Is the Debye-Scherrer Ring?
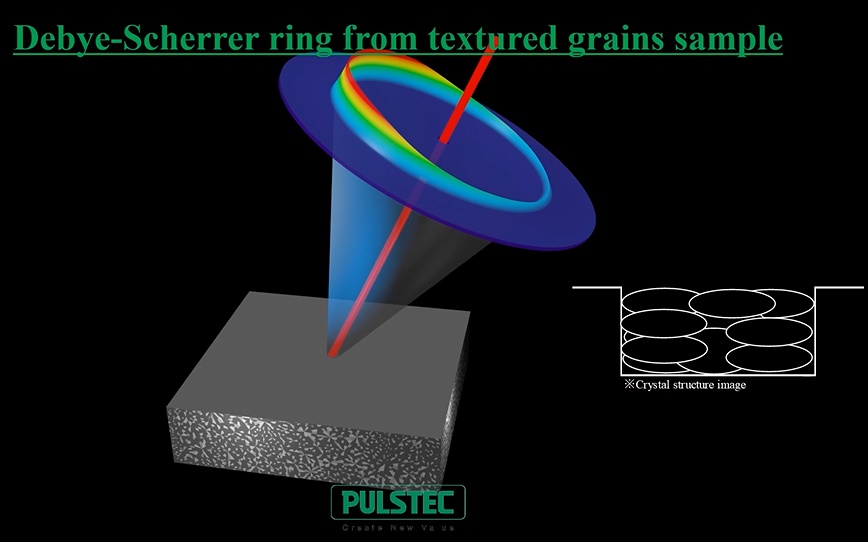
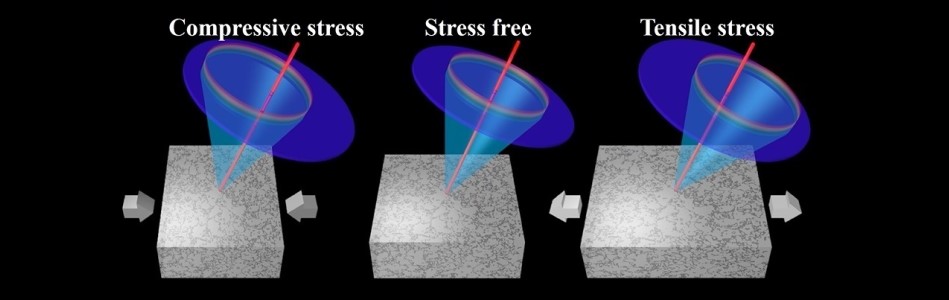
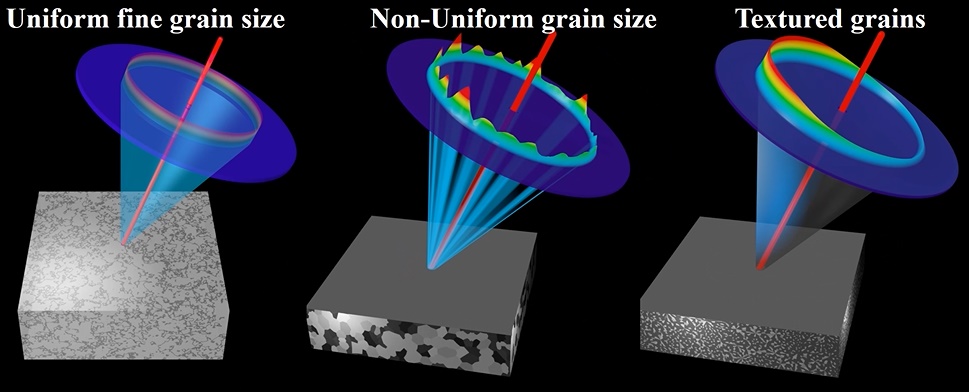
In practical applications, Debye-Scherrer rings are used to study the structure of various crystalline substances using X-ray diffraction. Texture, preferred orientation or grain coarsening can be observed from the shape of the Debye-Scherrer ring.
When a highly parallel electron beam illuminates a polycrystalline object, the resulting concentric diffraction rings produced by Bragg reflections from grains are termed “Debye-Scherrer rings.”
Bragg’s Law Explained
In physics, Bragg’s law is the fundamental principle behind X-ray diffraction measurement methods.
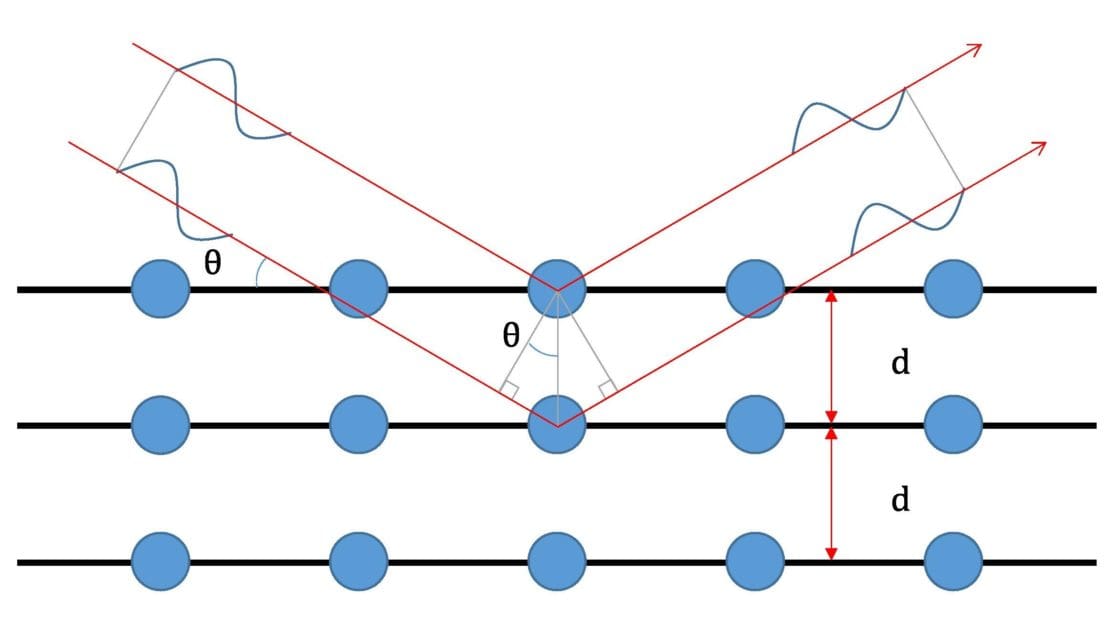
In this equation, 𝜆 = Wavelength of X-ray;
θ = Diffraction angle; and d = d-space
When X-rays of a fixed wavelength are directed at a crystalline substance, the X-rays that are reflected back from the crystal lattice plane undergo constructive interference only when the differences in the travel path are equal to integer multiples of the input wavelength.
Effectively, Bragg’s law states that each plane of atoms within a crystalline structure undergoes refraction at a single, unique angle for any number of X-rays at a fixed wavelength. After solving Bragg’s equation using the wavelength of the incident X-ray and a measurement angle θ(theta) under which constructive interference occurs, the d-spacing between the crystal lattice planes of atoms can be calculated.
What Crystal Distortion Means
Crystal distortion or “lattice distortion” is when atom positions within a crystalline structure differ from their ideal positions, representing a microstrain within the crystal structure.
More simply, when a crystalline solid or structure has residual stresses present, the crystal lattice structure of atoms is distorted. Using X-ray diffraction, the resultant crystal distortion can then be measured to determine the stresses present within a test sample.
Putting It Together
The two-dimensional sensor within Pulstec’s residual stress measurement device is able to sense and display the full Debye-Scherrer ring; the ring can be displayed in full detail using either a 2D or 3D view. The display also allows you to observe peak profiles in select sections of the ring. Then, you can measure residual stress by calculating the strain from the ring positions. Also, retained austenite can be measured from volume ratio by an austenite and a martensite peak profile.
If you still have questions about our residual stress analyzer and how it works, please contact Pulstec today. We offer free demos and sample measurements—fill out our online form today to request yours!
